
Bahasa
Carian Produk
Bahasa
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Berita Syarikat
DMAIC - Memudahkan peningkatan kualiti berterusan bahagian mesin
2025-09-19Mematuhi dasar dan falsafah pengurusan kualiti syarikat "memuaskan diri, memuaskan pelanggan, jujur dan boleh dipercayai, dan berusaha untuk kecemerlangan", kami terus memberikan pelanggan produk yang lebih tinggi - keberkesanan dan kualiti yang lebih stabil. Baru -baru ini, di bengkel pemesinan, terdapat fenomena di mana dimensi utama atau toleransi geometri beberapa proses utama tidak stabil selepas diproses dan gagal memenuhi keperluan kawalan 6 - Sigma. Pengurusan syarikat melekat pada ini dan telah mempromosikan bengkel untuk menubuhkan pasukan petugas peningkatan kualiti bengkel. Pasukan petugas ini terdiri daripada pemimpin dari jabatan yang berkaitan, jurutera yang berkaitan, pemimpin pasukan dan pekerja pengeluaran barisan hadapan. Dengan menggunakan kaedah DMAIC 6 - Sigma Penambahbaikan, kempen peningkatan kualiti yang komprehensif telah dilancarkan. Melalui satu siri aktiviti penambahbaikan seperti penyiasatan latar belakang, pengumpulan data, ringkasan masalah, analisis sebab, dan perumusan langkah -langkah peningkatan jangka pendek dan jangka panjang, kerja peningkatan kualiti telah dijalankan sepenuhnya. Aktiviti penambahbaikan ini telah meningkatkan keupayaan praktikal pengurus rumput dan pekerja akar dalam memahami, memohon dan mempromosikan alat penambahbaikan 6 - Sigma secara selari. Ia membantu mengurangkan variasi dan turun naik ciri -ciri kualiti bahagian -bahagian machined, dengan itu meningkatkan kualiti pembuatan keseluruhan motor dan membantu menyediakan pelanggan dengan produk yang lebih baik - berkualiti.
Proses penambahbaikan DMAIC merangkumi lima fasa: menentukan, mengukur, menganalisis, memperbaiki, dan mengawal. Lima fasa ini merupakan kaedah peningkatan kualiti proses penuh, dan setiap fasa terdiri daripada beberapa langkah kerja. Berikut adalah penerangan ringkas tentang peningkatan masalah bahawa kebocoran ruang galas depan dan belakang dan runout muka akhir perhimpunan tidak stabil selepas pemasangan pangkalan mesin dua yang disokong dan perhimpunan ruang galas:
01 Tentukan
Ahli -ahli pasukan yang berkaitan mengadakan mesyuarat peningkatan kualiti khas dan menggunakan brainstorming untuk menentukan matlamat peningkatan pasukan:
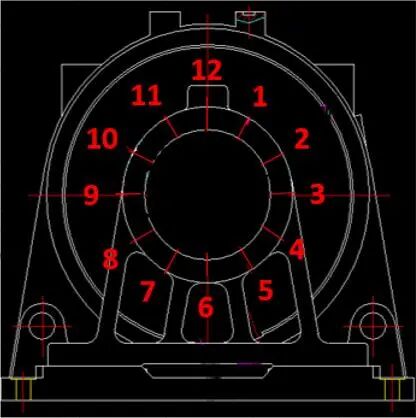
• a) Masalah: Kekcauan dari lubang dalaman yang halus dari kerusi galas pemasangan asas mesin yang disokong dua kali tidak stabil. Selepas pemasangan, ia akan menyebabkan larian ruang galas seluruh pangkalan mesin untuk melebihi toleransi, yang tidak memenuhi keperluan lukisan.
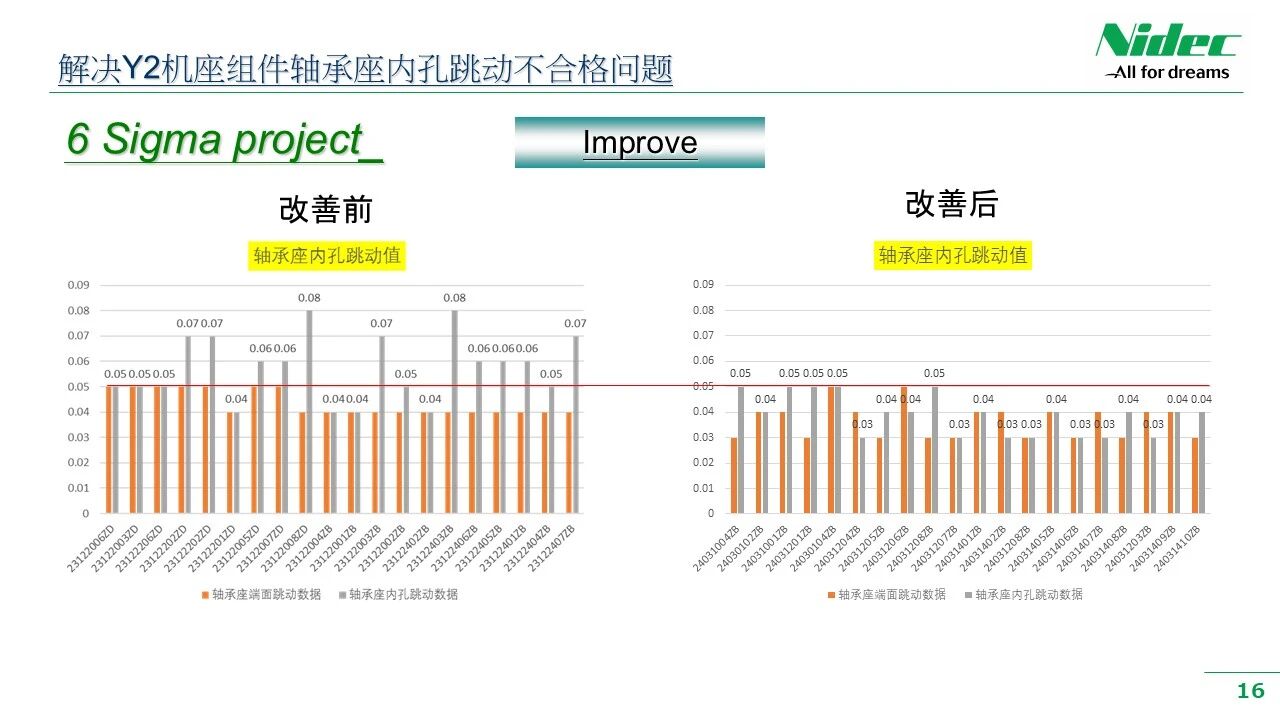
• b) Matlamat Penambahbaikan: Kadar kecacatan adalah kurang daripada 200 ppm, dan larian ruang galas kurang daripada 0.05 mm.

02 Ukur
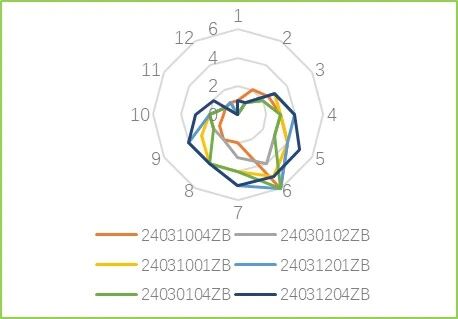
Pasukan penambahbaikan merancang jadual kualiti - mempengaruhi parameter yang berkaitan dengan proses pemesinan. Menurut jadual ini, pengendali proses yang sama dikumpulkan data, termasuk proses dan proses penguraian, pemotongan parameter, tetapan parameter utama perkakas dan lekapan, kedudukan dan pengapit daya pengapit dan parameter lain yang berkaitan. Selepas pengumpulan data selesai, carta radar digunakan untuk membuat penilaian objektif keberkesanan sistem pengukuran semasa.
• a. Tentukan parameter penilaian
Menggunakan gambarajah tulang belakang yang menyebabkan - dan kesan untuk brainstorming, senaraikan kemungkinan penyebab yang mungkin - mempengaruhi faktor dalam 5m2e (lelaki, mesin, bahan, kaedah, pengukuran, persekitaran, tenaga) dan mengumpul data sumber dalam bentuk senarai. Sebagai contoh, korelasi antara daya pengapit dan ubah bentuk, korelasi antara kelajuan alat mesin dan tetapan parameter pemotongan, dan parameter ketepatan alat mesin.
• b. Kumpulkan data
Selepas mengesahkan ciri -ciri kualiti utama dan pembolehubah output proses utama, cari pembolehubah input proses utama. Jurutera proses membimbing pekerja untuk mengumpul data.
• c. Menilai data yang diukur
Berdasarkan data sumber yang dikumpulkan dari pembolehubah proses utama, hitung data statistik seperti min, varians, dan sisihan piawai. Lukis carta Pareto, carta kawalan X/R atau carta radar untuk analisis lanjut. Sebagai contoh, melalui carta radar data, kita dapat melihat bahawa larian lubang dalaman kerusi galas pemasangan asas mesin disebabkan oleh ubah bentuk lubang dalaman kerusi galas. Berdasarkan kesimpulan ini, kita dapat menganalisis sebab -sebab yang disasarkan.
03 menganalisis
Pasukan ini menggunakan alat analisis seperti PFMEA (mod kegagalan proses dan analisis kesan) dan rajah tulang ikan untuk menjalankan analisis penyebab kedalaman pada data yang dikumpulkan dan mencari punca utama. Ini termasuk mengenal pasti pengagihan data, trend perubahan, mengenal pasti outlier, menganalisis hubungan antara pembolehubah proses, dan menentukan punca utama masalah yang berpotensi. Dengan mewujudkan hubungan antara masalah dan sebab, pasukan dapat membentuk pemahaman yang mendalam tentang sifat masalah dan meletakkan asas untuk merumuskan penyelesaian yang berkesan. Sebagai contoh, melalui analisis carta radar data runout dari lubang dalaman kerusi galas, kita dapat menyimpulkan bahawa punca masalah ini termasuk pengaruh ketegaran pemesinan dan daya pemesinan sentrifugal pada larian. Menurut prinsip DOE (Reka Bentuk Eksperimen), pelan penambahbaikan direka untuk mengesahkan sama ada hipotesis penyebabnya adalah sah, dan kemudian punca akar dijumpai.
04 Meningkatkan
Berdasarkan hasil analisis dan pengesahan, pasukan mencadangkan dan melaksanakan penyelesaian yang disasarkan. Ini mungkin melibatkan pengoptimuman proses, peningkatan teknologi, peningkatan operasi dan aspek lain. Adalah penting bahawa pasukan perlu mengesahkan keberkesanan penyelesaian untuk memastikan bahawa mereka dapat menghasilkan hasil yang diharapkan dalam operasi sebenar. Sebaik sahaja pengesahan berjaya, pasukan akan mengemas kini kaedah penerangan dan operasi proses untuk memastikan penyelesaian baru dapat diseragamkan dan hasil penambahbaikan dapat dipromosikan sepanjang proses pemesinan. Sebagai contoh, apabila menyelesaikan masalah runout pemasangan asas mesin siri Y2, pasukan kami mencadangkan penyelesaian yang disasarkan berdasarkan hasil yang dianalisis dalam fasa analisis. Penyelesaian ini termasuk menambah titik sokongan di kedudukan yang digantung dari kerusi galas, menambah plat keluli di kaki pangkalan mesin untuk meningkatkan ketegaran, dan menambah kaunter bertentangan dengan kaki dari pangkalan mesin. Kemudian, pengesahan pemprosesan percubaan telah dijalankan satu demi satu untuk mengesahkan bahawa data pengesahan pemprosesan memenuhi matlamat yang diharapkan oleh pasukan, dan akhirnya penyelesaian yang berkesan telah dijumpai.

05 Kawalan
Fasa kawalan adalah pautan akhir kaedah DMAIC dan juga merupakan kunci untuk memastikan kelestarian hasil peningkatan. Dalam fasa ini, pasukan akan merumuskan dan melaksanakan pelan kawalan, termasuk pemantauan proses, pengendalian yang tidak normal dan peningkatan berterusan. Dengan kerap memantau prestasi proses dan menyesuaikan strategi kawalan, pasukan dapat memastikan bahawa proses itu sentiasa berada dalam keadaan terkawal dan menghalang masalah dari berulang.
Melalui aplikasi khusus alat penambahbaikan Six Sigma DMAic dalam pelbagai pasukan penambahbaikan bengkel pemesinan, kesedaran dan keupayaan praktikal semua pekerja untuk terus menggunakan alat ini untuk meningkatkan kualiti proses telah diperbaiki. Ia telah merangsang inovasi dan peningkatan daya hidup semua pekerja di bengkel, mempromosikan penggunaan yang luas dan mendalam mengenai kaedah DMAIC dalam projek -projek peningkatan masa depan, sangat meningkatkan keupayaan semua pekerja dalam bengkel pemesinan untuk menganalisis dan menyelesaikan masalah yang tidak normal, dan membolehkan pekerja untuk mencari hasil yang tidak normal.
Cadangan Berita

Penggulungan gigi tunggal modular untuk stator, menetapkan standard baharu untuk pengeluaran cekap tinggi
2026-03-02
Aktiviti Kualiti Antara Mesin Traksi Lif Nidec China dan India
2026-03-02
NIDEC Lif Motors Menubuhkan Kilang Baharu di India
2025-12-13
"Perjalanan Servis Merentasi Sepuluh Ribu Batu" NIDEC Elevator Motors ke-19 Dimulakan Hari Ini!
2025-12-13
Menembusi Bottleneck Pengujian Industri dengan Sistem Analisis Bentuk Gelombang FFT yang Dibangunkan Secara Bebas
2025-10-31